Drill Press
© Brooke Clarke 2007

Background
Model Numbers
About the Drill Press
5C Collet Idea
T Slots, Bolts & Nuts
Combined Drill & Countersink Set
Economy Model Indexing Spin Jig
Things that did Not Work
Recommendation
Brooke's Metal Working pages
Links
Background
For some time I've had the Harbor
Freight 44506
Five
Speed Drill Press in my garage and it gets a fair amount of
use doing things like:
- drilling holes in a 2x4
- enlarging holes in printed circuit boards that the maker did
not fully drill
- drilling holes in jewlery
- drilling holes in sheet metal
- used as a lathe by turning on it's side and manually filing
or Dremel tooling bolts into eyelet tools
- others I'm not remembering
- making a countersink deeper (bit shown in photo above)
It would be nice to have a lathe either a full size one like shown
on my
lathe web page, or one of the
smaller ones.
One of the key operations for the lathe would be to drill and tap
a
hole along the centerline of the work piece. For example to
make
a spacer like used on the
257477BA
battery adapter. Or a new battery adapter where the spacer
is
very important so prototypes are needed. Or a new product
that
has the shape of a cylindrical battery with contacts on the
end.
Then it occurred to me that my existing drill press could drill
and tap
the holes. That's how this web page got started 21 Nov.
2007.
Model Numbers
The Harbor Freight Bench Top Drill
Presses are:
|
|

|

|

|
HF
|
44506
|
38119 |
44836 |
38142 |
Enco
|
|
125-1072 |
|
308-0056
|
Grizzley
|
|
G7942
|
|
G0485
|
Speeds
|
5
|
5
|
12
|
16
|
Swing
|
8"
|
8"
|
10"
|
13
7/8"
|
Quill
|
2"
|
2"
|
2 3/8"
|
3
1/8"
|
Morse
Taper
|
JT33
|
JT33
|
MT2
|
MT2
|
HP
|
1/3 |
1/3
|
1/2
|
3/4
|
Table
|
6
5/16" x 6 1/2" |
6
5/16" x 6 1/2"
|
7
7/16'' x 73/4'' |
11
/2'' dia |
$ 2007
|
discontinued
|
70 -90
|
110
|
195 -
240
|
It may be that the either of the two larger drill presses could be
retrofitted with an end mill holder such as item
45046
(3/8") or
38142
(1/2"). The ball bearings in a drill press are not designed
for
loads at right angles to the spindle axis. That makes for
two
possible problems, a lot of slop (TIR) on the spindle and if heavy
cuts
were made destruction of the bearings.
An end mill should NOT be used in a chuck because the chuck can
not
grip well enough to prevent the bit or chuck with bit coming loose
from
the machine.
After Googling for a 10" drill press many were found, but they all
seemed to have JT33 or non specified spindle tapers. There
are a
number of them sold for wood working and one of those has a quill
lock.
About the Drill Press
This is a bench top drill press with
a
chuck that can hold a 1/2" drill. The cost is about the same
or
lower than a hand held 1/2" drill and you have the advantages of a
drill press. It can easily be laid over on it's side and so
can
be used as a simple lathe with hand held tooling.
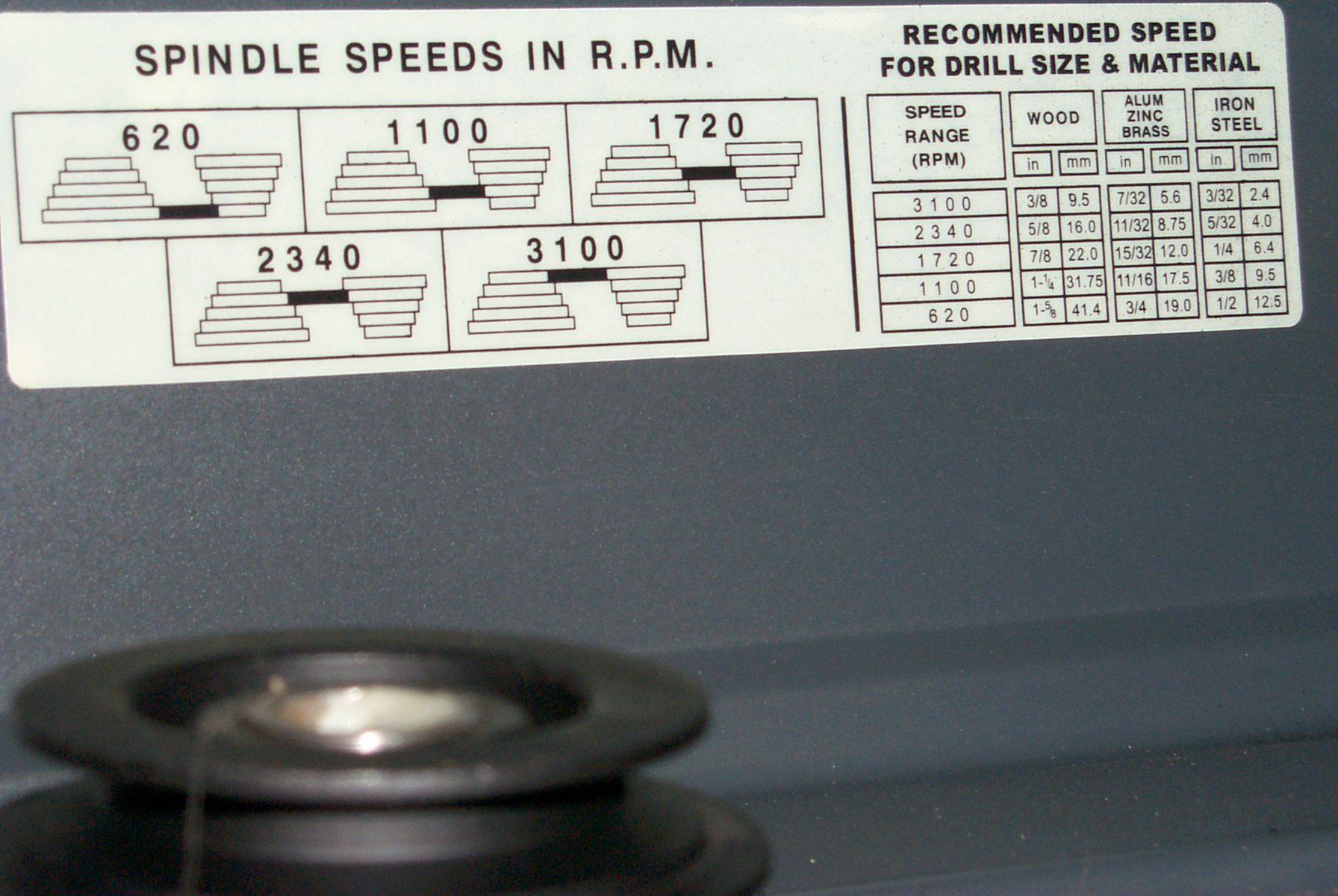
The motor is an AC type rated at 1/3 HP. There are 5 step
pulleys
on both the motor and spindle shafts allowing for 5 speeds of 620,
1100, 1720, 2340 or 3100 RPM. The motor is rated at 1750 RPM
so
there may not be a 1:1 pulley combination. Note with a
pulley
system the motor runs with it's full power potential and the
torque is
traded for speed. One of the dangers of this or any
drill
press is that the drill bit may bind and grab the material.
When
this happens the drill does not stop but instead has the tendency
of
spinning everything and if you hands are holding on they you may
suffer
some pain.
I have the speed set to 620 RPM and it seems to do fine on
everything.
The three levers that are the handles for lowering the quill
tended to
unscrew and even fall on the bench. The chuck key handle
tended
to become loose. Both of these were fixed with a drop of
Loctite
222MS thread locker.
5C Collet Idea
The key to drilling cylindrical
parts is to use a collet to hold them. The "5C"
collets are very common and considerably lower in cost than any of
the
others. So a simple 5C collet holder mounted to the drill
press
should work. It happens that Enco has a 5C set on sale and
when
you buy some more related stuff and your order goes over $ 200 the
shipping is free. So yesterday (20 Nov 2007) I placed an on
line
order and this morning (21 Nov) UPS delivered the first box
containing the
235-0000
5C Collet Set. . . Oh No another
Enco
Packing Problem.
This box contained the four items that make up the set.

|
235-6080
5C Vert/Hor Collet Fixture - The handle of this punched
the hold in the shipping box.
The advantage of this 5C collet holder is that the height
is a fraction of an inch more than the
length of a 5C collet. Since the drill press only
has 2" of quill travel and not much room between
the chuck and table this is important. The Enco 2007
catalog package photo on page 400 shows
the 235-6085 5C Vert/Hor Collet Fixture but the
table listing part numbers shows the 235-6080
and that's what I received.
The more expensive and physically higher 235-6085
loads the collets by removing the nut with lever from the
top.
This 235-6080 5C Vert/Hor Collet Fixture has the collet
inserted from the top but then the loose tommy
bar is needed to tighten the nut that's on the
bottom. If the fixture is not bolted down you can
use your
finger to tighten the bottom nut.
When the lever is pulled forward it cams a sleeve inside
the fixture pulling the bottom end of the collet
down causing it to close. The lever may get lost
since it has no home.
May be made by Zhengzhou
Machinery Co., Ltd.
2 Apr 2008 - this is getting more use than I
expected. It can
hold round stock either axis vertical (in the photo
orientation, or
axis horizontal, thus allowing drilling round stock
easily)
|

|
The Enco 5C Collet set 230-4017
is supposed to have all the sizes between 1/16" and 1
1/16" for a total of
17 collets, but this set also has the 1 1/8" collet for a
total of 18 pieces. The box would hold 20 collets.
The 15/16" collet is installed in the fixture in the above
photo. They are marked "5C" and the size on the end
making it easy to tell which one is installed.
|

|
5C Collet
The face (bottom in photo at left) has three 1/16" slots
that run back about 2 1/4" and are what allows the
collet to grip the rod. There is a 1/8" wide slot
about 0.065" deep running from the rear of the collet
about 1.9".
Whatever holds the collet will have a pin riding in this
slot that keeps the collet from spinning.
The external thread is used to trap the collet to allow
the nose taper to force the jaws closed.
The internal thread allows accessory item, like a stop, to
be installed inside the collet.
The body OD near the threads is 1 1/4" and the clear ID is
around 1". That puts a limit on the bar stock that
can be fed through the collet. But is NOT a limit on
how large an item can be held on the front.
The largest collet in the set above is 1 1/8".
There are 5C collets that are a few inches across.
|

|
235-7050
5-Piece 5C Collet Block set
contains a square and a hexagonal collet block, a couple
of nuts and a locking handle. The tapered end is at
the top of the blocks in the photo and at the bottom front
you can see the head of the locating pin which aligns
with the slot on the 5C collet to keep it from
turning. You would use either the nut or the cam
lever to tighten
the collet.
I'm not yet sure if these will work for me with the Drill
Press. Typically a part would be held in the collet
which in turn would be put into a vise. By rotating
the block you could make four or 6 cuts symmetrically.
I do have a small circular saw and an arbot to hold it on
order.
The idea is to use the drill press to cut off the rod
stock.
|
|
239-9030
Collet Rack is about 9" x 12" and holds 30 collets.
Some assembly required.
One of the 5-0.8x10 mm screws has bad thread and no
spares.
I think Enco has sent a full box of these screws, since it
was easier
for them. If you need any you can have a few for the
postage
& envelope cost. Just ask.
|
T Slots, Bolts & Nuts
The "T" slot patent 359369 by
Fredric W. Taylor was issued Mar 15, 1887 current class # 409/219
;
33/567; 33/568 prior to then the table had a smooth surface and
long
clamps were used. The old plain tables would get a arch
after use
because the clamping forces were acting over a long distance and
the
repeated stress of the cutting tool would warp the table.
The 8" drill press table and base have slots designed to accept
1/2"
"T" nuts or bolts. The "T" series parts come in a number of
sizes. The 1/2" "T" nuts or bolts use a 3/8-16 threaded bolt
or
nut. There is typically no information about this on the web
pages that are selling the drill press or the accessories for
them. I discovered this by making drawings of the various
parts. "T" fittings are on order to install the 5C collet
holder
and should be here in Nov 2007.

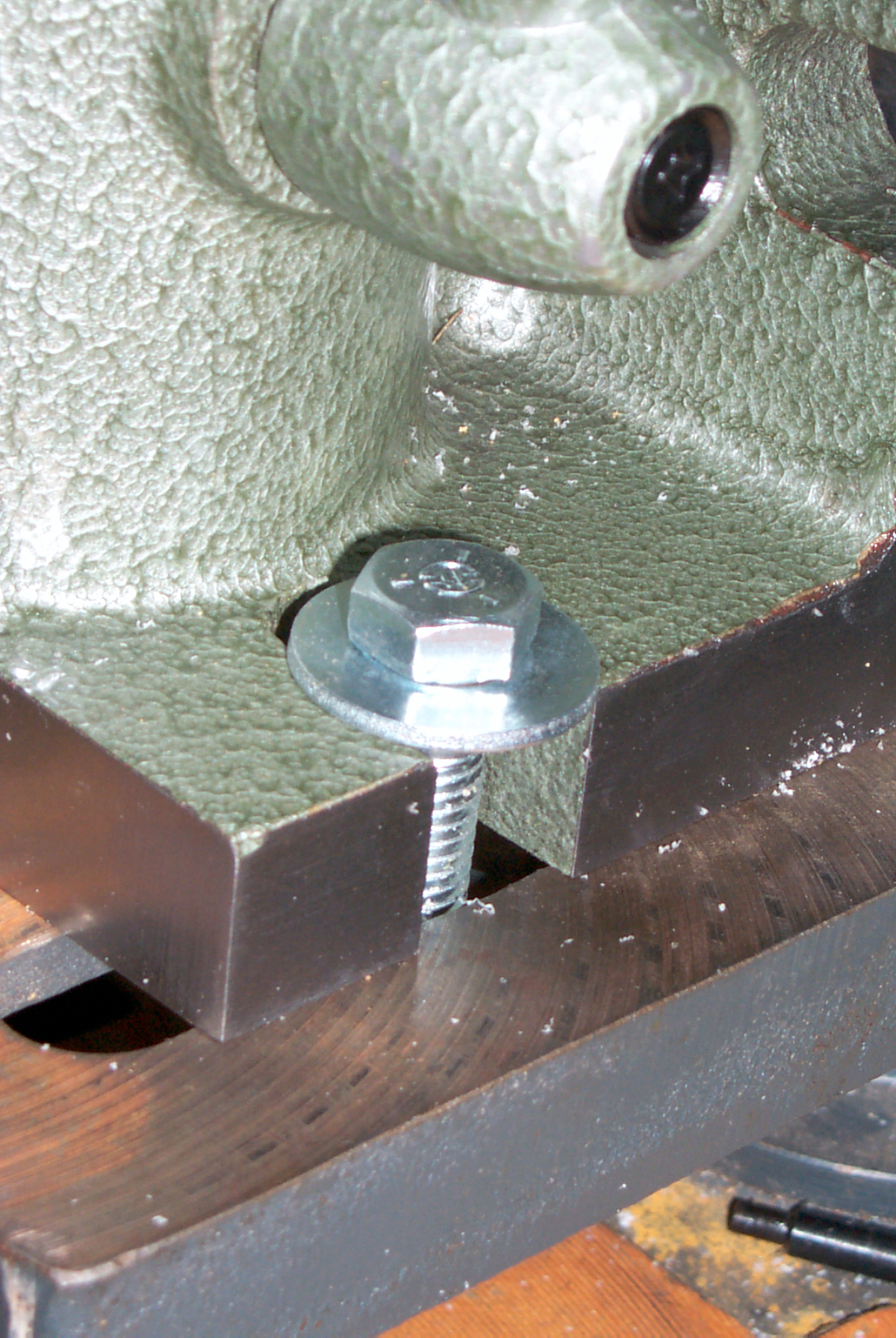
Here is an assortment
of components specifically for 1/2" T slot use.
On the left is a Flanged Nut (
407-5024)
with 3/8-16 thread. The flange is 0.830" dia.
In the center is a 1/2" T bolt.(
407-3010)
with 3/8-16 thread and is 1.5" long.
On the right is a 1/2" T nut (
407-2500),
unfinished Rockwell 80 washer (
891-5671)
and a 3/8-16x1.5" Grade 5 cap screw (
325-3738).
I got a number of each of these in the hope they will come in
handy not just for the first setup, but future setups.

|

|
Drill
Press to 5C Collet holder
T-Nut & Bolt
|
Drill
Press to 5C Collet holder
Bolt & Nut
|
There are a couple of problems. The T-Nuts are not tapped
through, but stop a thread or two short. I think that's done
so
that you will not run a bolt into the T-slot in a mill table or
other
T-slot that has a solid bottom. This means that the bolt
length
needs to be within a few turns of the correct length, or you add
an
extra washer or two.
The other problem is that the 0.7" slot in the 5C collet holder is
almost as wide and the OD of the heavy duty washer or the flange
on the
grade 5 nut. That makes is difficult to install since one
side of
the washer tends to fall into the slot. Using washers with
an
O.D. of 0.978" is better but still not a clean solution.
I've
seen rectangular metal plates with a center hold used in this
application, but they don't seem to be a stock part at Enco.
Making the rectangular plate would be a solution. Another
would
be to tap the T-block all the way through, or maybe drill a
clearance
hole in a couple of T-blocks. That way a T-block could be
used
upside down on top of the 5C with a bolt going into the T-block
under
the drill press table.
When working with small drill bits, like a tap drill for 2-56 or
6-32
threads like was being done prior to taking the above photos,
there's
no need to bolt down the collet holder. In this case I was
working Delrin and using small tools that would snap before they
could
move the collet holder. Same's true when the 4" vise (see
below)
is used. But when a larger diameter tool is used that has
any
chance of jamming then clamping is required. The instruction
booklets for the drill presses show a 2x4 being drilled where it
has
been rotated clockwise about the drill center line until it
touches the column. That way if the bit jams there's no room
for
the 2x4 to move.
Combined Drill & Countersink Set

Used these to deepen
the countersink in a
battery adapter
where the first design used 0.060" thick aluminum but the latest
version used 0.050" thick aluminum and now the 4-40 flat head
screw
bottomed on the
PEM insert
rather than seating on the aluminum. So the PEM inserts were
modified by using the countersink.
Flat head screws (
fasteners) are
available with different angles. The 82 degree type is what
you
get if the angle is not specified in the U.S. but in the U.K. it's
90
degrees. There is also a 120 deg version. Enco
has a
catalog page
Introduction
to Spotting Drills & Countersinks.
The meaning of the numbers is a standard.
No.
|
Body
dia
|
Drill
dia
|
Drill
Len
|
1
|
1/8
|
3/64
|
1/16
|
2
|
3/16
|
5/64
|
5/64
|
3
|
1/4
|
7/64
|
5/32
|
4
|
5/16
|
1/8
|
1/8
|
5
|
7/16
|
3/16
|
3/16
|
This is Harbor Freight set
42279,
HSS made in India.
A more common use is to start start the hole for another
drill.
These are very stiff unlike drill bits that tend to wander.
Another use is making the countersink for a lathe center.
The
drill part extends the point so the center will be seating on the
cone
and not the point. For a dead center the added volume of the
drill will make a place for oil. But for use on a lathe a
different angle is needed to match the dead or live center.
These are very handy for many drilling operations because they are
much
much stiffer than ordinary drills and so go where they are aimed.
Economy Model Indexing Spin Jig
Enco
235-6011.
Manfacturers model
PF70-5C.
My hope is that a part held in the collet can be machined by hand
rotating it while a tool that's powered (drill press, moto tool,
Mini
Cutoff Saw) does the cutting.

|

|
Index
plate numbered in 10 degree steps and lined at 5 degrees.
Vernier holes for 0 to 9 allows 1 degree steps.
Aluminum knob locks spindle.
Black sleeve traps spindle left to right.
|
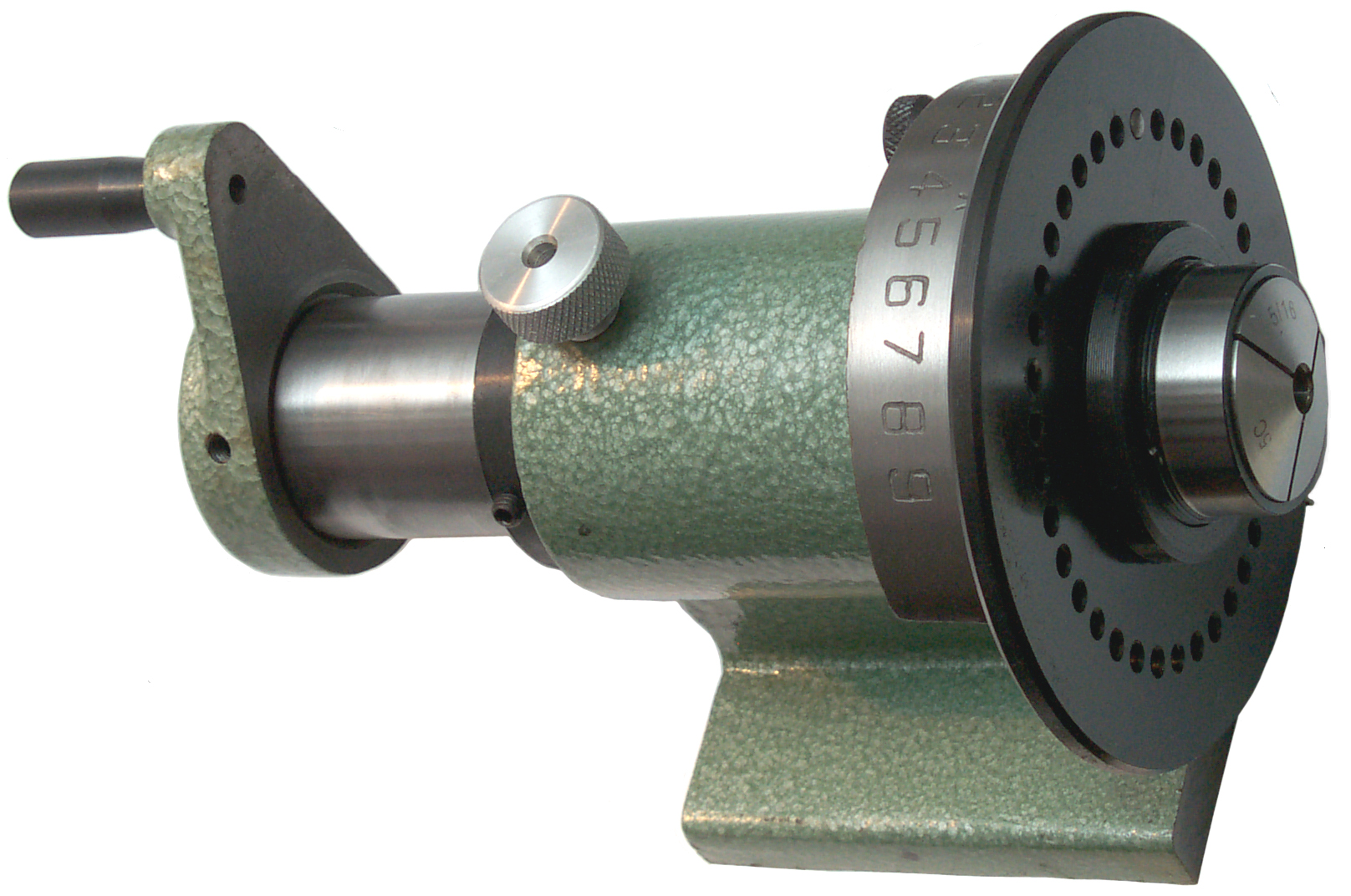
Crank
is connected to hollow tube that threads onto collet.
With aluminum knob tight crank open or closed collet.
With aluminum knob loose and indexing pin out crank
turns part in collet.
|
The Enco description says that the spindle travels 2 1/16" for
flute
grinding. But as soon as the index wheel moves away from the
body
and index pin the collet is no longer indexed and is free to turn,
so
it's not clear what keeps the spindle from turning.
A 3 mm hex key is needed to loosen the sleeve to allow the side to
side motion.
The base does not have slots or holes for hold down so needs to be
clamped. I drilled a couple of holes that were extended into
notches. The material is very easy to work and seems more
like
carbon than iron.
The Spin Index did a nice job de-liding a failed TO-5 packaged
transistor. See photos on the
HP
4328 web page.
The hole in the aluminum knob may be a place to put the index pin
when it's not in a vernier hole.
Small rotary tools to go with spin indexer.

|
Stone
|

|
ball end mill
|
The height of the center of the spin index is DIFFERENT than the
height
of the 5C collett holder. This is too bad since it would be
nice
to put a tool (drill bit for example) into one of them and use as
a
hand powered lathe. Need to look for another collet holder
that
matches the spin index.
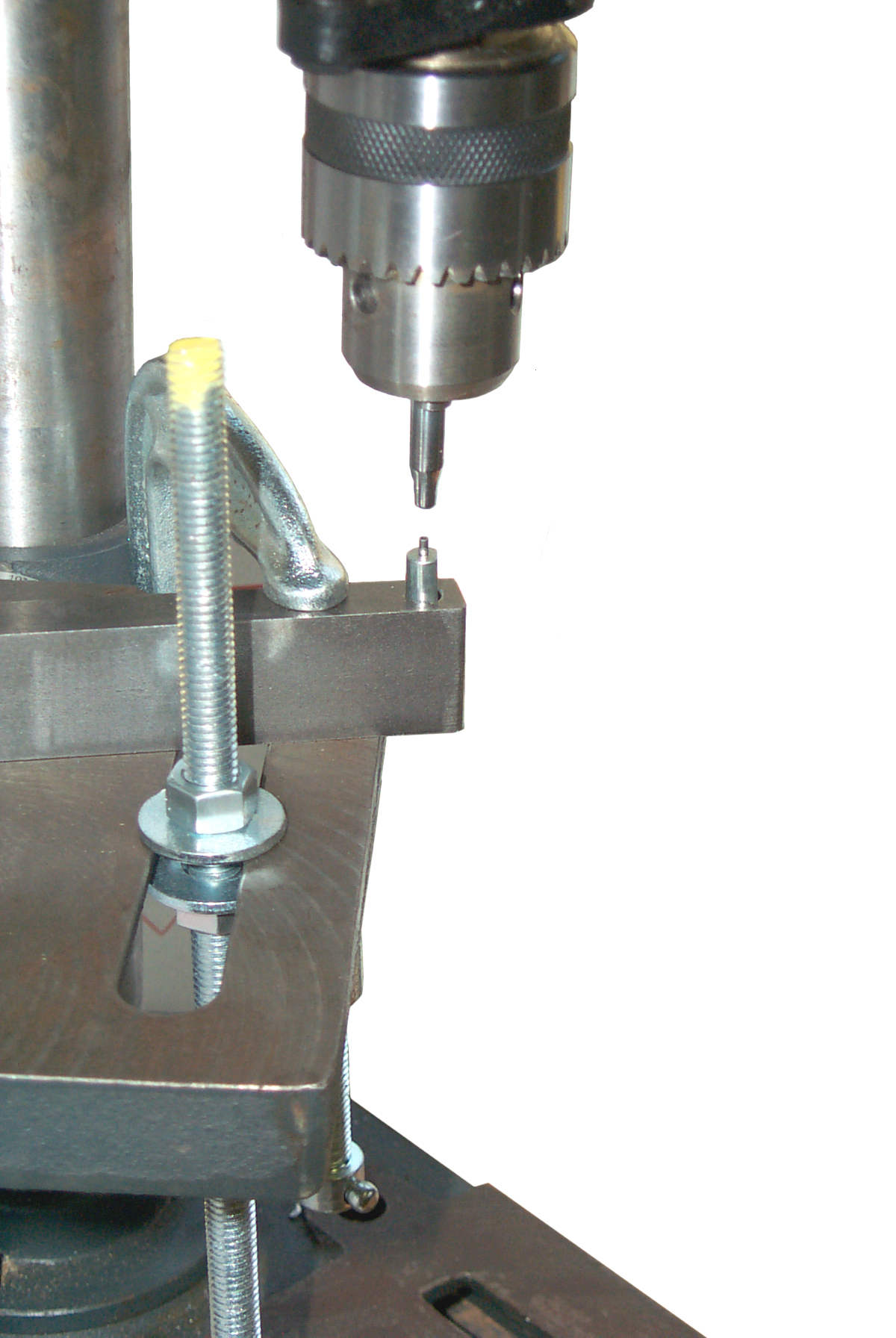
Things that did Not Work
Tilting Table on Drill Press

The
drill press has a "Feature" that allows the adjustable height
table to
tilt left or right around a bolt that clamps it in
place. But
that also means if you have that table offset, like to hold a
long
object over it's edge, then the downward force of the drill
bit will
tilt the table.
In the photo at the left the 1/2 x 1" iron bar is holding an
eyelet
setting die and the forming die is in the chuck. The
table has
been swung to the left (the chuck is centered over the base
center). When downward pressure is applied the table
tips over to
the right. In this case the fix is to install a 1' piece
of all
thread rod, 4 washers and 4 nuts to make a support for the
table to
prevent it's tipping over, but it's a hassle.
Much better would be a table that does not have the "feature"
of tipping.
Saw

It may be possible to
use a slotting saw to cutoff small rod stock that's being held in
a 5C collet.
This is a 3" x 5/64 cutting edge blade with 30 teeth. The
central
hole is 1". The arbor is the stepped type with diameters
of: 0.995, 0.868, 0.745, 0.618, 0.495. The cap is held
on with a
flat head screw that uses a 3/16" hex wrench.
The arbor shank is 1/2" O.D.
The saw blades come in a number of thickness and diameters.
The
idea is to end up with a rod whose end is square to it's
centerline and
smooth, not the end you get when using a hack saw.
There are a couple of problems. One is the arbor is designed
to
be mounted in an end mill holder (you can see the flat on the
shank in
the photo at the left). Although the arbor could be held in
the
drill press chuck, it may work itself loose. If that
happened and
you had a free spinning saw blade bouncing around like a top there
might be a sefety issue. The other is the pitch of the
saw.
This is a 3" diameter blade with only 30 teeth so the pitch is
PI/10 or
0.314". It's good if the pitch is smaller than what you want
to
saw so that the saw always has a tooth cutting material.
What you
don't want is to have the saw cutting air then the material then
air,
etc.
27 Nov 2007 - Harbor Freight is advertizing a
Mini Cut-off
Saw (
42307)
for $20 that has a 2" blade with 100 teeth (1/16" pitch) turning
at
7,800 RPM that looks like just what I'm looking for. The
Mini Cut-off Saw arrived 8 Dec 2007.
It
weighs 3 pounds and has a 3/4" capacity.
 Harbor
Freight 438
4" Cross Slide Vise
Harbor
Freight 438
4" Cross Slide Vise
Since these also come in 5" and 6" sizes I thought the small one
would fit the 8" drill press.
It does NOT fit. There's no way you can position the 4"
cross
slide vise on an 8" drill press and be able to install two
mounting
bolts.
The Enco cross slide table
201-2826
might fit this or a slightly larger drll press. But to try
and
use the drll press as a milling machine the spindle taper needs to
be
MT2, not the JT33 like this 8" drill press.
The
201-2536
"Heavy Duty Mill and Drill Table" is 10 1/2" front to back and 8"
wide, which it way too big to fit the 8" drill press.
The
201-2826"260-512PHSII
Comp
Slde Mill and Drilling Table" has a base that's 5
1/2" wide. It may be an octagon that's 5.5" across the
flats. But how deep the mounting notches are would determine
if
it
just bolts on. This table uses 5/8" T slots, not 1/2" like
the
drll press. The distance between the inside edges of the "T"
slots on the 8" drill press is 3 5/8", so that's the minimum
distance
between the points of the slots in the base of the 201-2826.
Grizzly also sells this table as their
H7979.

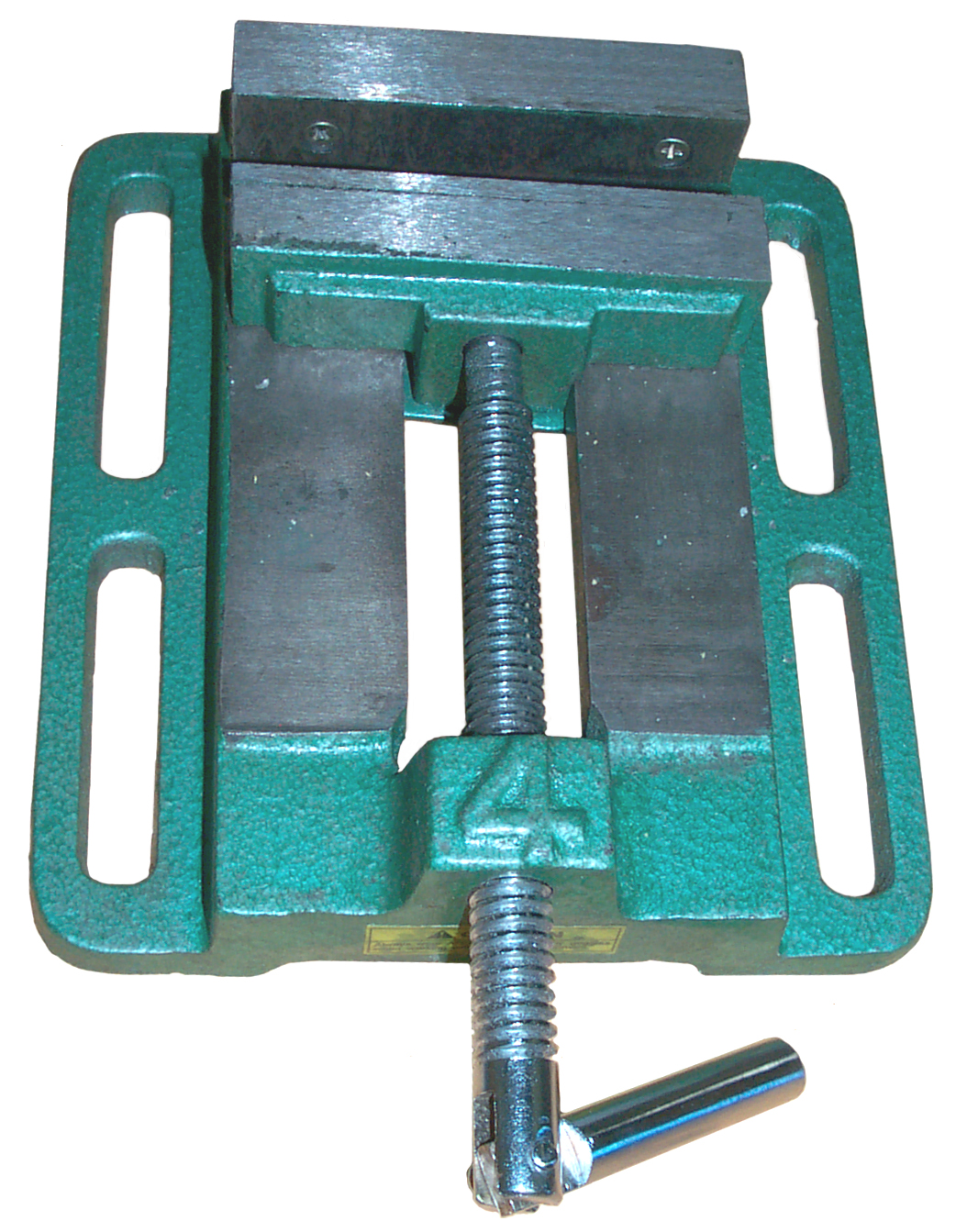
Harbor Freight 30999
4" Drill Press Vise
When turned 90 degrees you can get a couple of bolts into the two
rear
holes in the base. But after placing a bolt in the rear of
the
table slot the other vise slot is hanging in the air in front of
the
table. You can use C-clamps.
The movable jaw pivots on the end of the clamp screw. That
allows
the jaws to grip things that are not parallel, but it also can be
akward when clmaping other objects, like a sheet metal part.
What should work is the 2 1/2" Drill Press Vise (Harbor Freight
5927).
Recommendation
If I was shopping for a bench drill
press today it would get the lowest priced one that had a MT2
spindle
taper. If in addition one could be found that had a quill
lock
that would also be good (It may be that the depth stop can be
configured to act as a quill lock). The MT2 is essential if
you
want to have
a go at using the drill press as a milling machine. The
quill
lock is also very important to allow sideways milling where the
height
of the cutting tool is supposed to remain the same. An
alternative to the quill lock would be a rack and pinion height
adjusting system, but that's most likely more coarse than the
quill
adjustment. The price difference is small and gives you more
options. The run out on a drill press is mostly in the 3-jaw
chuck, not the bearings so switching to a collet system would
allow
more precision drilling. This gets more important as the
drill
size gets smaller.
Brooke's Metal Working pages
Links
Harbor Freight -
Enco - note Use Enco is
both their web page URL and their 800 phone number
Back to Brooke's PRC68, Products for Sale,
Military Information, Electronics, Home
page
This is the [an error occurred while processing this directive] time
this page
has been accessed since 21 Nov 2007.

 The motor is an AC type rated at 1/3 HP. There are 5 step
pulleys
on both the motor and spindle shafts allowing for 5 speeds of 620,
1100, 1720, 2340 or 3100 RPM. The motor is rated at 1750 RPM
so
there may not be a 1:1 pulley combination. Note with a
pulley
system the motor runs with it's full power potential and the
torque is
traded for speed. One of the dangers of this or any
drill
press is that the drill bit may bind and grab the material.
When
this happens the drill does not stop but instead has the tendency
of
spinning everything and if you hands are holding on they you may
suffer
some pain.
The motor is an AC type rated at 1/3 HP. There are 5 step
pulleys
on both the motor and spindle shafts allowing for 5 speeds of 620,
1100, 1720, 2340 or 3100 RPM. The motor is rated at 1750 RPM
so
there may not be a 1:1 pulley combination. Note with a
pulley
system the motor runs with it's full power potential and the
torque is
traded for speed. One of the dangers of this or any
drill
press is that the drill bit may bind and grab the material.
When
this happens the drill does not stop but instead has the tendency
of
spinning everything and if you hands are holding on they you may
suffer
some pain.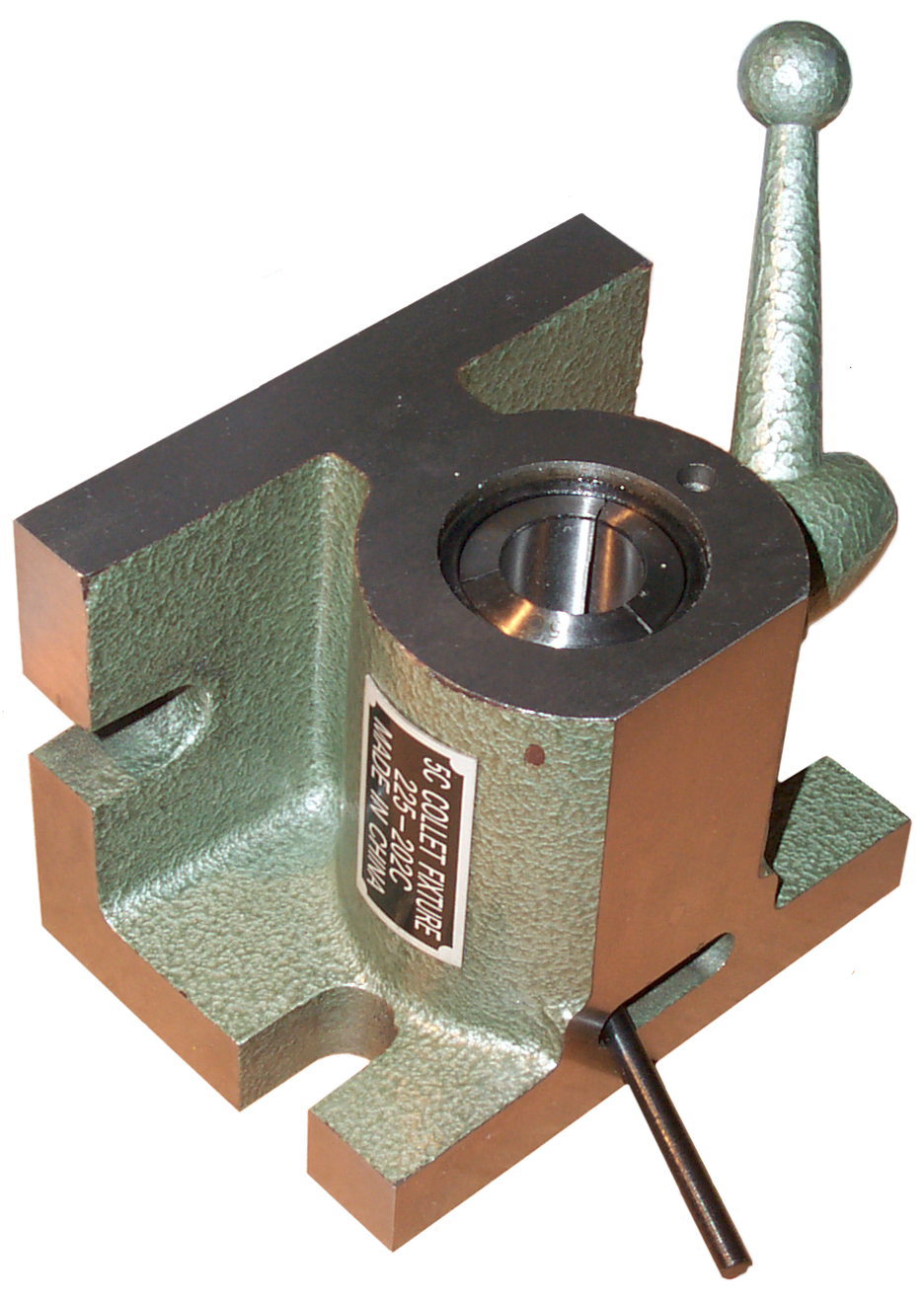



 Here is an assortment
of components specifically for 1/2" T slot use.
Here is an assortment
of components specifically for 1/2" T slot use.
 Used these to deepen
the countersink in a battery adapter
where the first design used 0.060" thick aluminum but the latest
version used 0.050" thick aluminum and now the 4-40 flat head
screw
bottomed on the PEM insert
rather than seating on the aluminum. So the PEM inserts were
modified by using the countersink.
Used these to deepen
the countersink in a battery adapter
where the first design used 0.060" thick aluminum but the latest
version used 0.050" thick aluminum and now the 4-40 flat head
screw
bottomed on the PEM insert
rather than seating on the aluminum. So the PEM inserts were
modified by using the countersink.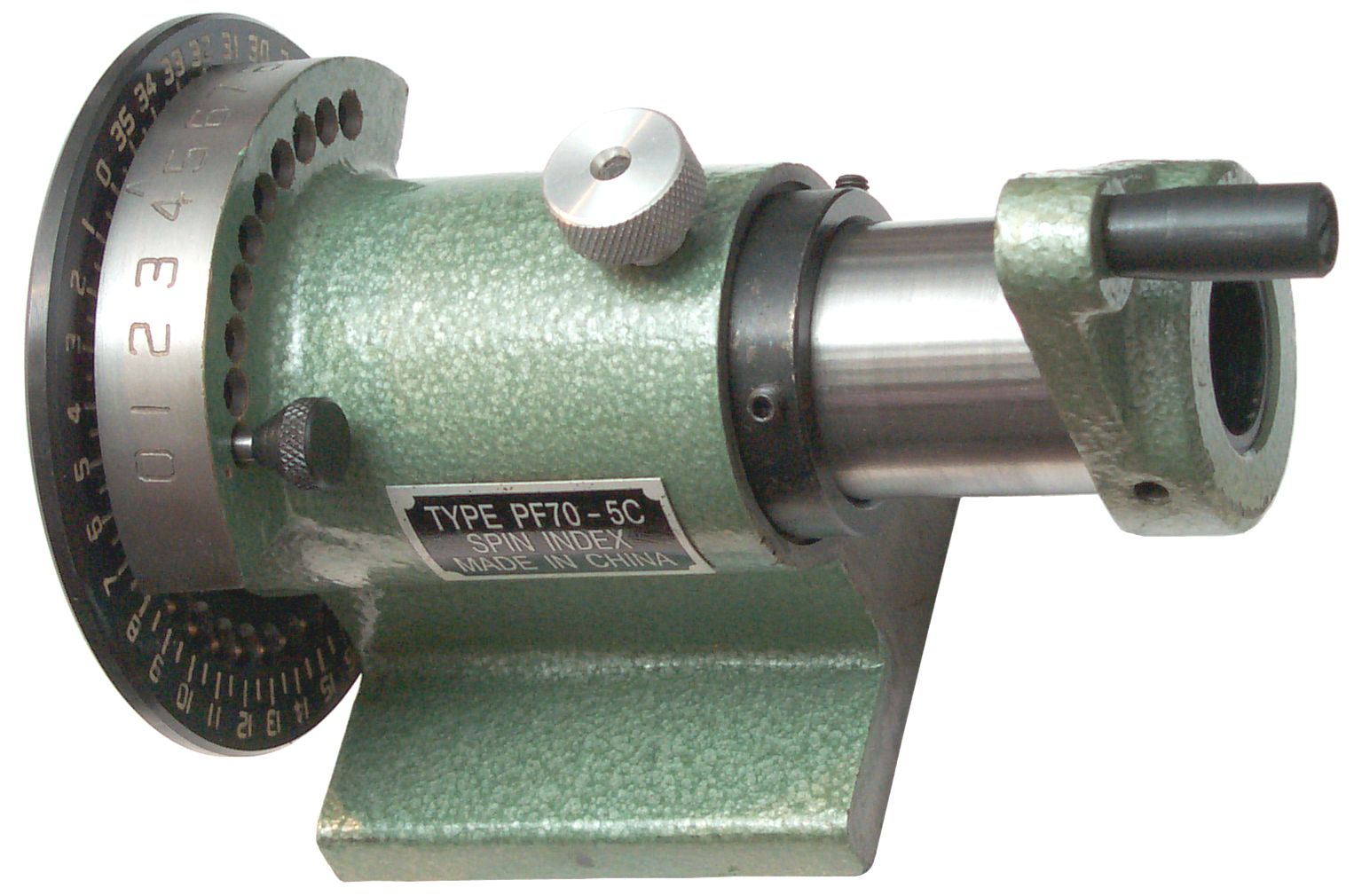
 The
drill press has a "Feature" that allows the adjustable height
table to
tilt left or right around a bolt that clamps it in
place. But
that also means if you have that table offset, like to hold a
long
object over it's edge, then the downward force of the drill
bit will
tilt the table.
The
drill press has a "Feature" that allows the adjustable height
table to
tilt left or right around a bolt that clamps it in
place. But
that also means if you have that table offset, like to hold a
long
object over it's edge, then the downward force of the drill
bit will
tilt the table. It may be possible to
use a slotting saw to cutoff small rod stock that's being held in
a 5C collet.
It may be possible to
use a slotting saw to cutoff small rod stock that's being held in
a 5C collet.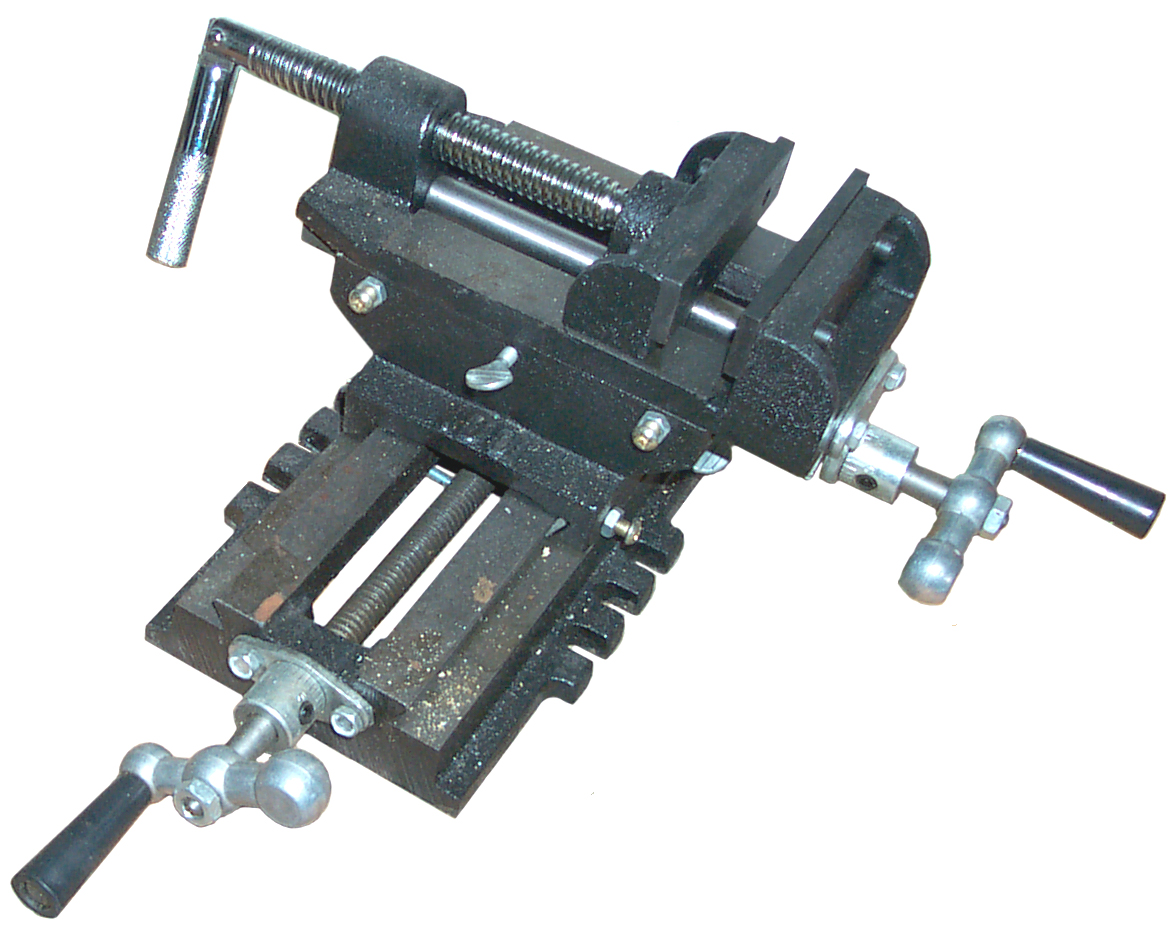 Harbor
Freight 438
4" Cross Slide Vise
Harbor
Freight 438
4" Cross Slide Vise